


Сам кожух сделан из 3 мм оргстекла. Для уменьшения веса лучше было использовать 2 мм, но его не было под рукой. Технология изготовления следующая. Вначале было выпилено 3 шаблона из ДВП, которые были соединены проставками из фанерных обрезков так, что форма этого сооружения получилась как у будущего кожуха. Затем была взята полоса из оргстекла и с помощью строительного фена изогнута по форме болванки (это боковая стенка кожуха). С этим пришлось помаятся, едва хватило четырех рук, и это при том что опорная болванка и один конец полосы были зафиксированы. Вывод - при подобных операциях надо не жалеть времени и делать не только болванку, но и ответную часть к ней, т.е. положил заготовку на болванку, нагрел и прижал ответной частью. Я же использовал деревянные линейки, которыми, даже при наличии нескольких штук, невозможно прижать одновременно всю поверхность.
Затем были грубо, с припусками, выпилены верхняя и нижняя стенки, в верхней стенке просверлено отверстие диаметром 45 мм и обе стенки были приклеены к изогнутой боковой части. Клей Супермомент, который продается в тюбиках по 3 грамма. Уже на раз убеждался, что клеит он намертво, в том числе и оргстекло. После высыхания все сооружение было прогнано на фрезероном столе с кромочной фрезой, в результате чего верхняя и нижняя стенки точно повторили форму боковой части.
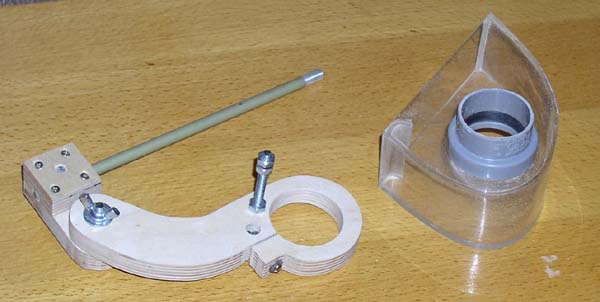
Патрубок сделан из куска 40-мм канализациооной пластиковой трубы, после отпиливания в размер он был вклеен в высверленное заранее под него отверстие. Кстати, все соединения позже были еще раз пролиты клеем, он очень хорошо затекает в полости.
Обращаю внимание на полукруглую деталь у края кожуха. В первом варианте его не было, и опилки, изменив на кривой стенке траекторию движения, успешно вылетали назад. Пришлось делать и вклеивать эту деталь. Теперь опилки еще раз изменяют направления полета и попадают как раз в зону патрубка. С другой стороны на всякий случай вклеена небольшая (шириной около 5 мм) прямая пластинка.

