Шаблон для получения соединения типа скользящий ласточкин хвост
Применение скользящего ласточкиного хвоста позволяет получить прочное
Т-образное соединение. Оно может использоваться, например, при сборке
коробчатых изделий с перегородками, или для фиксации царг в ножках
у столов. На плоскости одной заготовки фрезеруется расширяющийся вглубь
паз, а на торце другой ответный шип.


Шаблон рассчитан на применение двух размеров фрез. Энкор арт. 9316 (диаметр
12.7 мм, угол 14 градусов) и арт. 9317 (диаметр 15.8 мм, угол 7 градусов).
В первом случае номинальный вылет фрезы 5 мм, минимальная толщина доски,
на которой возможно сделать шип - 13 мм. Во втором - вылет 8 мм, минимальная
толщина 16 мм. Однако, целесообразно делать некоторый запас по толщине.
С фрезой 9316 рекомендуемая толщина заготовки от 15 мм, с фрезой 9317 -
от 18 мм. При изготовлении паза и шипа должна использоваться одна и та же
фреза. Надо иметь ввиду, что более глубокий паз (с более длинным шипом)
имеет бОльшую прочность непосредственно в соединении, однако он в большей
степени ослабляет заготовку с пазом.
Во всех случаях применяется копировальная втулка диаметром 19 мм.
При фрезеровке шипа есть возможность регулировки его ширины, поэтому
при первоначальной подгонке вначале необходимо сделать паз, а потом,
меняя регулировку на пробных проходах, подогнать под него шип.
На плотность соединения влияет порода и влажность древесины, а также
острота фрезы.

На шипорезку устанавливаются две опорные пластины ("уши"). К ним крепится
шаблон, а также пара овальных регулируемых упоров. Для разных фрез
применяются разные упоры, артикул фрезы гравирован на упоре. На всякий
случай - упоры под фрезу 9316 примерно на 5 мм меньше, чем под 9317.
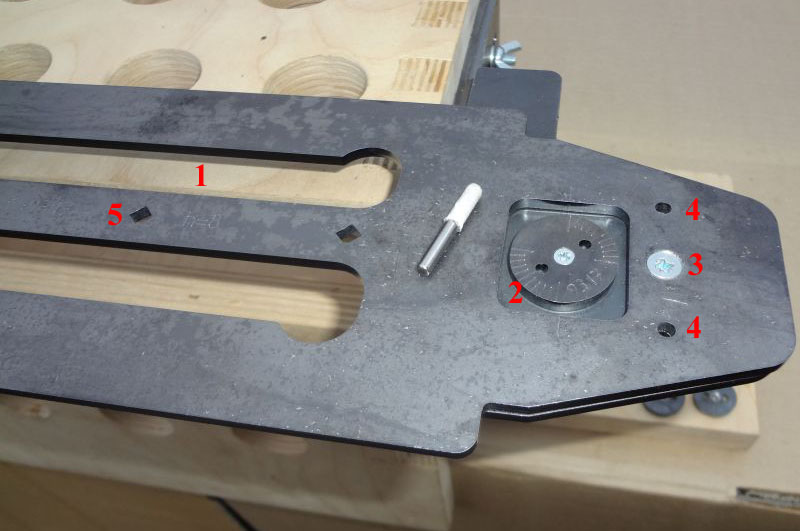
Шаблон имеет пазы 1, в которых ходит копировальная втулка. Внутри окон 2
находятся упоры, эти окна сверху и снизу имеют гравированные метки,
относительно которых выставляются упоры. Через отверстия 3 шаблон закреплен
на опорных пластинах. Индексные отверстия 4 служат для выравнивания шаблона
(подробнее об их назначении дальше). Контрольные окошки 5 позволяют
выставить шаблон относительно заготовки.
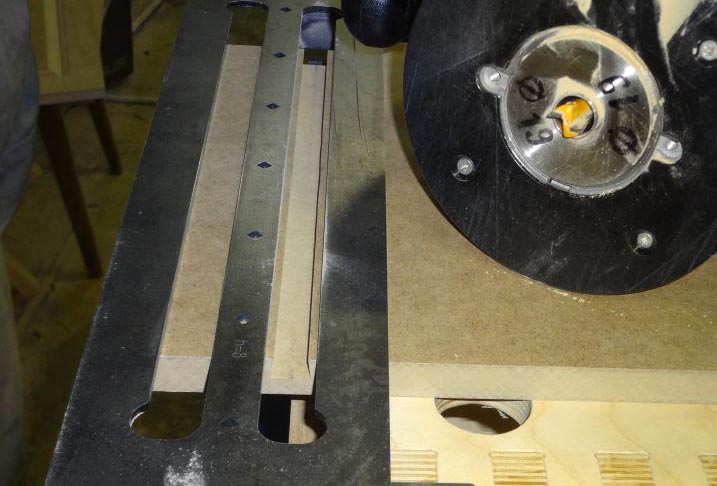
Вначале рассмотрим фрезеровку шипа.
Заготовка должна иметь ровный торец. На плоскости торца, вдоль него,
необходимо провести линию, это будет ось шипа. Проще всего провести ее
ровно по центру. Затем надо закрепить заготовку на шипорезке, заготовка
должна находится в вертикальном положении и упираться торцом в шаблон.
При этом она должна выступать за верхнюю плоскость станины шипорезки больше
чем на высоту шипа, это гарантирует отсутствие заездов фрезой в станину.

Теперь надо зафиксировать шаблон в установочном положении. Для этого совместить
индексные отверстия 4 в шаблоне с ответными отверстиями в опорных пластинах.
Для фиксации в отверстия вставляются какие-либо штифты (вплоть до гвоздей).
Всего отверстий четыре, но используются только два - любое из двух справа
и любое из двух слева. После установки штифтов желательно сразу же
зафиксировать шаблон на опорных пластинах, затянув крепеж. Следующий шаг -
выравнивание шаблона. Ослабив крепеж механики шипорезки, надо выставить
шаблон по начерченной на заготовке оси шипа. Разметка должна проходить точно
по диагонали контрольных окошек 5. После затягивания креплений механики,
шаблон оказывается выставленным на фрезеровку всех заготовок данной толщины.
Штифты из индексных отверстий можно вытащить, они больше не понадобятся.

Теперь надо выставить упоры. Оба упора всегда должны быть в одном и том же
положении, в противном случае шип получится клинообразным по длине.
Упор имеет три отверстия - одно центральное крепежное и два индексных,
которые соответствуют номинальной расчетной толщине шипа, т.е. нулевой
отметке. На упоре гравированы шкалы и ромб, который показывает минимум
и максимум регулировки. Упоры надо ориентировать относительно меток на
шаблоне. При первом пробном проходе они устанавливаются на ноль, т.е. чтобы
метки были напротив индексных отверстий. Если примерка после фрезеровки
показала что шип болтается в пазу, надо перед следующим пробным проходом
повернуть упоры в сторону более длинной диагонали ромба. Если же шип не
лезет в паз, поворот делается в обратную сторону, к короткой диагонали
ромба.
Далее собственно фрезеровка. Надо ослабить крепеж шаблона на опорных
пластинах и сдвинуть шаблон от себя, пока он не коснется упоров, после
чего зафиксировать. На фрезере необходимо выставить такой вылет
фрезы, чтобы, когда фрезер стоит на шаблоне, фреза выступала ниже
плоскости шаблона на номинальную величину (т.е. 5 или 8 мм - в зависимости
от фрезы). Теперь фрезеруется одна сторона шипа, фрезер при этом движется по
ближнему (переднему) пазу. Для легкости хода паз сделан шире диаметра
втулки, при движении втулка должна прижиматься к дальней от работающего
стороне паза, т.е. фрезер надо упирать от себя, к заготовке.

После этого аналогично фрезеруется вторая сторона шипа. После ослабления
крепежа шаблон надо сдвинуть на себя до касания упоров и зафиксировать.
Фрезер идет по дальнему (заднему) пазу, а прижимать втулку надо к ближней
стороне паза, т.е. на себя, к заготовке.

Теперь паз. Он может быть профрезерован двумя разными способами.
Первый очень прост и не требует каких-либо специальных приспособлений.
На заготовке надо провести осевую линию будущего паза. Затем отступить
от этой линии ровно половину диаметра подошвы фрезера и с помощью струбцин
закрепить в данном месте любую ровную планку. Во фрезер ставится фреза -
та же, который был или будет фрезерован ответный шип. Вылет фрезы также
должен соответствовать высоте шипа (т.е. 5 или 8 мм, в зависимости от
фрезы); вылет отсчитывается от подошвы фрезера. Далее надо просто провести
фрезер по заготовке, прижимая край подошвы к планке - паз готов.
Также паз может быть изготовлен и непосредственно на шипорезке. В этом
случае заготовка с прочерченной осевой линией крепится на станину шипорезки
горизонтально, таким образом, чтобы линия проходила вдоль шаблона.
Если деталь щитовая, она при этом оказывается расположенной поперек станины,
выступая в сторону работающего, что не очень удобно. Поэтому такой метод
хорош только для коротких деталей, а также в случае необходимости фрезеровки
паза вдоль заготовки, например, на ножке стола под царгу.
Шаблон лежит на заготовке и должен быть выставлен таким образом, чтобы
расстояние от края (кромки) паза в шаблоне (можно использовать любой паз и
любой край) до разметки составляло ровно половину диаметра копировальной
втулки, т.е. 9.5 мм, на всем протяжении. Вылет фрезы, как и для шипа,
выставляется относительно нижней плоскости шаблона.
При фрезеровке втулку следует прижимать к той кромке паза в шаблоне,
относительно которой выполнялось позиционирование шаблона.