
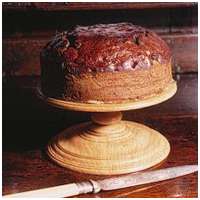
Give your baking a lift with this cake stand in
oak. By Chris Child.
 I
turned this stand using some offcuts of English oak left over from a cabinet
making project, but almost any wood will do as long as it's well seasoned
and stable. The top and base are turned out of 178mm x 32mm discs, and the
stem from a 63mm long, 51mm square blank. I
turned this stand using some offcuts of English oak left over from a cabinet
making project, but almost any wood will do as long as it's well seasoned
and stable. The top and base are turned out of 178mm x 32mm discs, and the
stem from a 63mm long, 51mm square blank.
|
| |
|
The Top |
 |

 |
|
Turn the underside of the top first, which requires
gripping so that the top face is unaffected by screw holes or other fixing
marks; I used double-sided tape applied to the face of a faceplate. Fit the
disc in the bench vice and plane it so that the surface is flat and smooth,
then apply the tape to the central area and burnish it down with the handle
of a screwdriver. Cover the faceplate with another piece of tape and, after
rubbing it down, peel off the backing, bring the two sticky surfaces
together and cramp them in the bench vice.
This method should be perfectly adequate to hold a small shallow disc
like this, but if you're in any doubt, give the back of the blank a sharp
thump with the palm of your hand. If the disc is dislodged, then you'll need
to increase the surface area of your faceplate by fitting it with a wide
disc of plywood. |
| |
|
The Rim |
|
 |
|
With the work secured to the lathe, trim the outer edge of the disc
until it's concentric and free from any sign of the bandsaw cut. The best
way to get a good finish on the rim of the disc is to use a small bowl
gouge. Hold it on its side so that the bevel of the tool is in line with the
square edge of the disc and then feed it slowly across from one side and
then from the other. In this way the corners of the disc will be preserved
and the two areas of end grain will be sliced off cleanly by the shearing
action of the gouge. |
| |
|
Underside Shape |
|


 |
|
Next, move the tool rest round so that it's in line with
the face of the disc, and use the same gouge to scoop away the outer area of
the underside, and reduce the thickness at the rim to about 7mm. Work the
gouge from the centre outwards so that it cuts with the grain and produces a
cleaner finish. Leave a tapered projection at the centre of the disc to
provide a thick bracket section into which the stem of the cake stand can be
fitted.
Flatten the projection with a pass or two of the gouge, then bore a 25mm
diameter hole using a sawtooth centre bit held in the tailstock of the
lathe. |
| |
|
Top Surface |
|
 |
|
I used the 38mm mini jaws on my masterchuck to hold the
work on the lathe for the next stage - turning the surface of the top. To
make sure that the dovetail recess is the right angle, I ground a
specially-angled scraper which I fed into the corner of a recess formed with
a beading tool.
After checking that the jaws fit into the recess and hold the workpiece
concentric, reverse the top and fix it on the lathe using the chuck. Flatten
off the top with the gouge or a round-nosed scraper, working from the centre
outwards and removing a very shallow depth of cut with each sweep.
The rim can be decorated with a small bead. First, using a small beading
or parting tool, part into the face of the top two or three millimetres in
from the edge and form a shallow step. Then move the tool rest round at an
angle to the rim and gently nibble the corner into a bead or torus moulding
using a skew chisel held over on its side. |
| |
|
Base |
|

 |
|
To hold the base on the lathe, you can use the tape method
again, but as I intended to cover the underside of the base with baize,
which completely hides the screw holes, I used the simpler faceplate and
screw method.
In the same way as for the top, bore out the 25mm hole for the stem
spigot, then flatten off a small area around the side of the hole for the
stem to rest on.
To form the mouldings in the base, first reduce the disc to a series of
square-sided steps by parting into the face of the disc with the beading
tool. Leave small steps in the corners of the larger steps to form the
fillets which will create little junctions between each moulding.
Once you've checked that the corners of the steps are crisp and clean,
you can then start rounding off the large corners to form the curved
sections of the mouldings. This is done using very fine cuts with the point
of a spindle gouge, working on each moulding in turn. As in any branch of
woodwork, cut with the grain as much as possible, which in this case means
feeding the gouge in the direction towards the outer edge of the base each
time. |
| |
|
Stem |
|

 |
|
The stem is a simple piece of spindle turning which
involves mounting the square block on the lathe between centres and turning
it down to a cylinder with a roughing gouge. Cut the 2.5mm-diameter spigots
on each end using the beading tool, and then taper the middle section
slightly with a gouge. Use a skew chisel to slice a deep ÔV' cut into the
side of the taper, close to the base and then form the convex curves using
the corners of the parting tool.
Hollow out a deep cove with the spindle gouge and then round off the
remaining corner to form the flowing curve of an ogee vase shape. |
| |
|
Sanding & Polishing |
|
 |
|
These are cut to size but may need slight adjustment to fit
between the top arch and the appropriate inner strip. They are cut from
1/4in (6.4mm) MDF rather than 3/4in (19.1mm) so that the smooth face of the
MDF is vertical. The join between the arch and the right hand inner strip in
particular must be smooth so that the balls are not deflected from their
path around the arch. |
| |
|
Inner Lid |
|
| |
|
Whichever kind of finish you use - whether it's a coat of
cellulose sanding sealer, or a simple wax polish applied with a cloth - to
obtain the best results you always need to sand the work thoroughly
beforehand. But while it's important to remove all traces of tool marks,
broken grain and the scratches caused by the coarse abrasive, you don't want
to round off the corners so that you lose the fine detail of the mouldings.
I start off with a piece of 150-grit aluminium oxide abrasive but keep it
away from the small fillets and the square corners. These are only sanded
when I've changed over to the finer 240-600 grit finishing abrasives. |
| |
|